Membrane Bioreactor (MBR) Technology: A Comprehensive Guide to Wastewater
A membrane bioreactor technology is a cutting-edge, efficient weapon against wastewater. It is a technique that combines direct solid-liquid separation by membrane filtration, that is, using a MicroFiltration (MF) or UltraFiltration (UF) membrane, with the biodegradation of pollutants by activated sludge.
A membrane bioreactor technology is a cutting-edge, efficient weapon against wastewater. It is a technique that combines direct solid-liquid separation by membrane filtration, that is, using a MicroFiltration (MF) or UltraFiltration (UF) membrane, with the biodegradation of pollutants by activated sludge. The biological processing in a suspended growth bioreactor for biochemical reactions and a physical membrane filtration approach are both necessary for wastewater treatment using MBR systems. Membrane bioreactor technology is used all over the world to reduce both industrial and municipal wastewater. According to reports, the global market for MBRs is expected to expand by 15% annually. Additionally, the sieving action of the membranes shorts the contaminants based on their size and holds them to the membrane, bringing them into touch with the MBR's degrading bacteria for complete breakdown (
Membrane Bioreactor (MBR) is an advancement over the conventional activated sludge (CAS) process for wastewater treatment (Luo et al., 2015). The treatment of wastewater using MBR has some significant advantages over other wastewater treatment methods, such as:
The footprint for the entire treatment system is significantly diminished since the secondary clarifiers are replaced by the smaller membrane modules.
The quality of the produced effluent is also modified by the separation process of membrane filtering. Membrane Bioreactor Technology has a promising capacity for disinfection because it enables the entire physical retention of bacterial flocs and most of the suspended particles. Consequently, the overall coliform reduction can be as high as log 7 on average (Hirani et al. 2010).
The bioreactor's ability to completely retain activated sludge also enables operation at enhanced Solid Retention Times (SRT) and high Mixed Liquid Suspended Solids (MLSS) concentrations. Membrane Bioreactor Technology could consequently be subjected to higher volumetric loading. Long SRT enables the formation of slow-growing microbes that break down particular organic contaminants, especially those that include nitrogen. The bioreactor's size might also be decreased due to the high MLSS concentration.
Operating at a high SRT might also result in low sludge yield, which minimises sludge production.
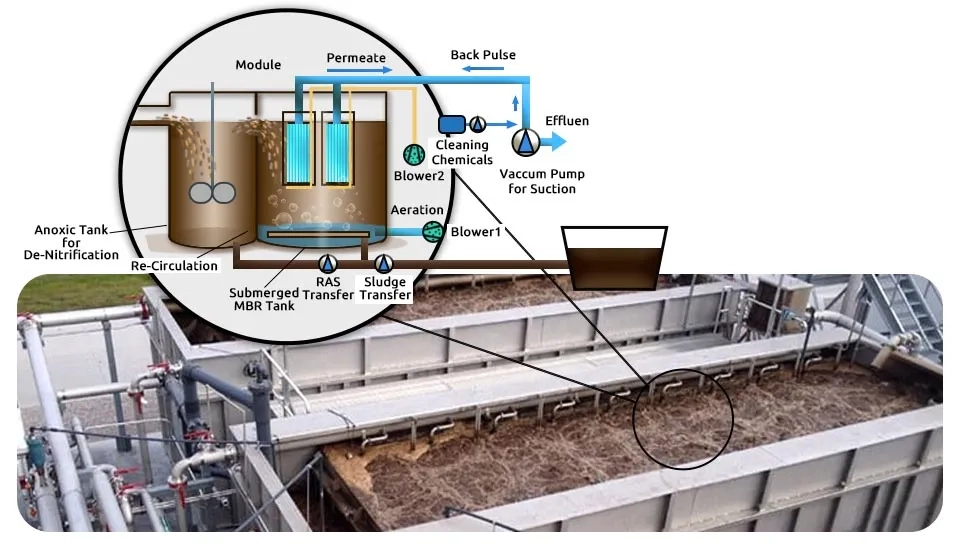
Fig1. Membrane Bioreactor (MBR) system for wastewater treatment.
In addition to these benefits, several additional factors have aided in the recent advancement of MBR technology. They include the small amount of land that is available for the construction of new treatment systems, the stricter environmental discharge regulations that are in place everywhere, the declining cost of membranes, the ongoing improvement in process design, and/or the high water quality requirements for applications requiring water reuse (Judd, 2010). The confidence in membrane bioreactor technology keeps growing as a result of the numerous MBR facilities that are already operational or being built, making wastewater treatment using MBR a preferred method.
1. Description of the MBR Process
The Membrane bioreactor system initially consists of two vital parts, a combination of membrane filters, which are responsible for physical separation, on the one hand, and biological reactor systems, responsible for the biodegradation of the waste compounds, on the other hand.
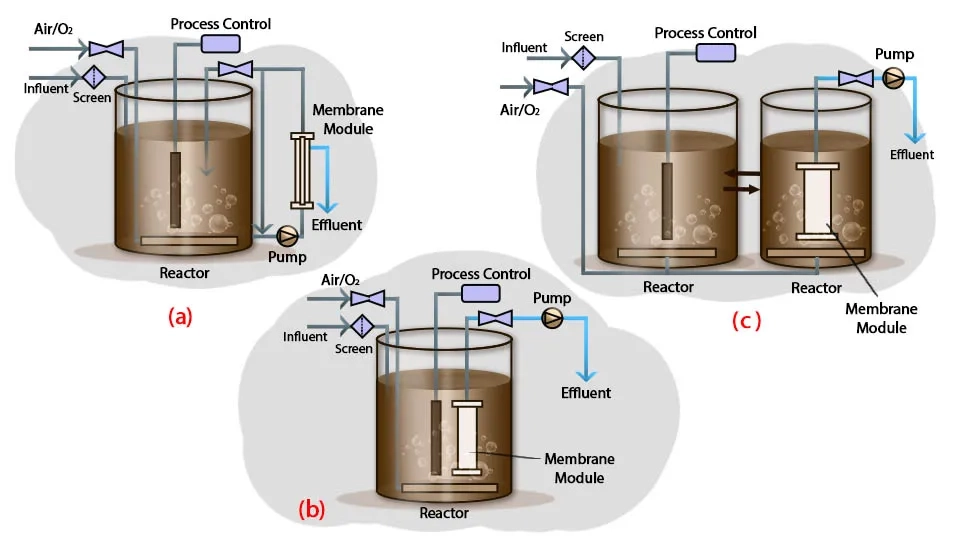
Fig. 2. The configuration of the membrane bioreactor: (a) external configuration, (b) submerged configuration, (c) airlift configuration
Two major configurations are used to implement MBR systems: the external/side-stream configuration (Fig. 2a) and the submerged/immersed configuration (Fig. 2b). High Cross-Flow Velocity (CFV) along the membrane surface is typically utilized in an external configuration, which includes the recirculation of the mixed liquor through a membrane module that is located outside the bioreactor, to supply membrane driving force and modify membrane fouling (Le-clech et al., 2006). As a result, this configuration allows quicker membrane replacement and high fluxes, but at the cost of the requirement of frequent cleaning and high energy consumption (Liao et al., 2006). It also gives more direct hydrodynamic control of membrane fouling. Membrane modules are immediately inserted into the mixed liquid for a submerged arrangement. Pressurising the bioreactor or producing negative pressure on the permeate side produces the driving force across the membrane. Submerged MBRs have several specific benefits, including significantly less energy use and fewer frequent cleaning requirements (Chang et al., 2002) Additionally, because of the decreased tangential velocities, the operation conditions are far more comfortable than in external MBR systems. Both arrangements have been widely used for industrial wastewater treatment up to this point. The development of air-lift sidestream MBRs has received a lot of attention recently (Fig. 2c) (Chen et al., 2006) The idea incorporates all the benefits of the low-energy-consuming submerged systems while applying the side-stream airlift principle employing a stable and dependable side-stream configuration. Toilet wastewater, landfill leachate, pharmaceutical wastewater, and municipal wastewater have all been treated using MBRs with this arrangement (Shariati et al., 2010)
2. Types of MBRs
MBRs can be classified by different factors such as configuration type, functions of the membrane, membrane materials, membrane geometries, etc. Some of these various types of MBRs are briefly explained in the next paragraphs:
2.1. Moving Bed BiofilmReactor (MBBR)
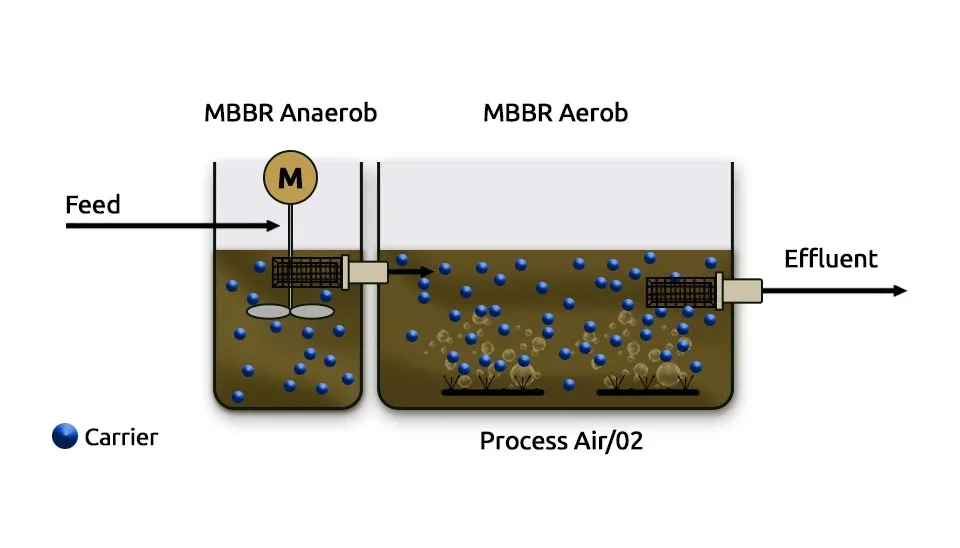
Secondary biological treatment growth in WasteWaterTreatment Plants (WWTPs) is linked with MBBR and Integrated Fixed film Activated Sludge (IFAS). Water that has been polluted can be biologically treated with the right analysis and environmental management. Biofilm development in MBBR is supported by small plastic carrier materials (Fig. 3). The reactor's effectiveness has been approved in numerous coupled operations for the removal of BOD and nutrients. The key benefits of the technology over activated sludge reactors are its compactness and lack of sludge recirculation, but the advantage over most biofilm systems is flexibility (Parimita et al., 2021).
Fig. 3. Moving Bed Biofilm Reactor (MBBR) system, where plastic carriers provide a surface for biofilm growth, enhancing biological treatment efficiency.
2.2. Anaerobic MBR (AnMBR)
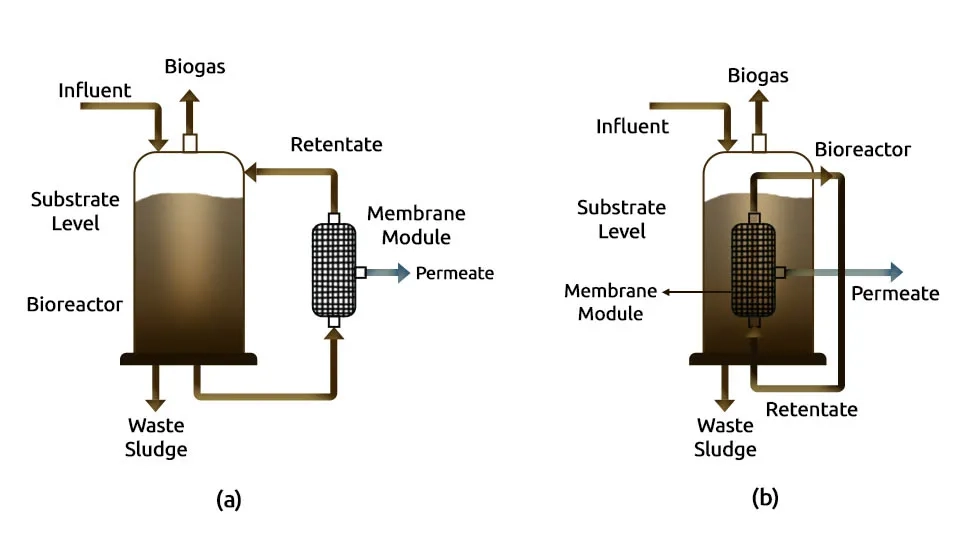
The Extended Granular Sludge Bed reactor (EGSB) and Up-flow Anaerobic Sludge Blanket (UASB) are two of the most efficient anaerobic wastewater treatment systems currently in use. Where the high shear operation can encourage higher fluxes is where the AnMBR arrangement is most well-established. It is especially well adapted to high-strength wastewaters with a high propensity to foul. However, a lot of energy is required for such a process. More recently, the submerged arrangement, in which the biogas is utilized to scour the membrane in the same way as air is used for an aerobic process, has been effectively applied. While the AnMBR technology provides a higher treated water quality than the aerobic equivalent and offers greater flexibility and operational resilience than the traditional non-membrane process, it is still limited by membrane fouling and the ensuing cleaning requirements. Anaerobic techniques for industrial wastewater treatment are advantageous because they produce less sludge and convert organic matter into valuable biogas without using any energy (Chang et al., 2002).
Fig. 4. A schematic of AnMBR configurations (a) Side or external membrane (b) submerged membrane.
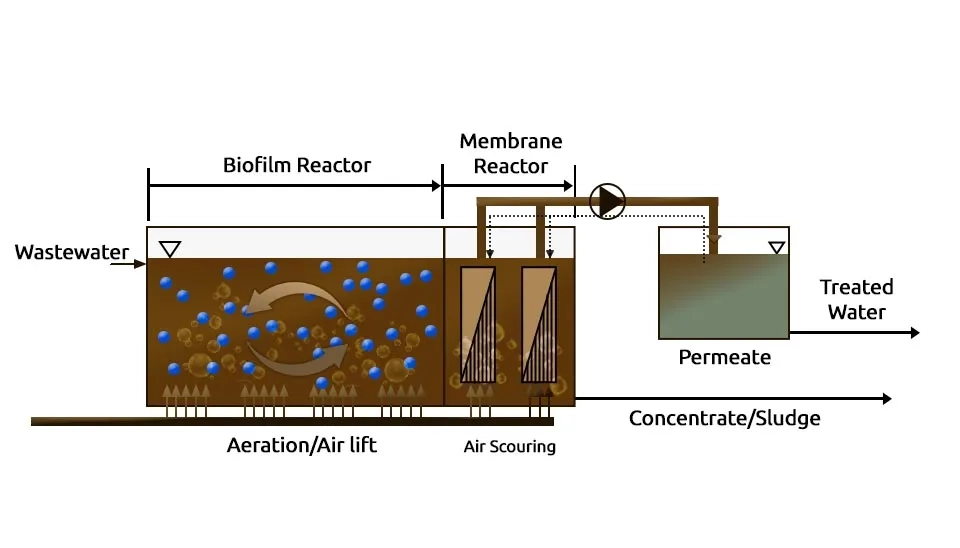
2.3. Membrane-Biofilm Reactor (MBfR)
A newer form of therapy is the Membrane-Aerated Biofilm Reactor (MBfR or MABR). The focus of MBfR is on gas-permeable membranes that provide a gaseous substrate to biofilms that are created on the membrane's outer surface spontaneously in a counter-diffusional way. This approach offers notable advantages over conventional biofilm removal techniques and enables the advanced removal of a wide variety of reduced, oxidised, and organic substances (Valadares et al., 2016).
Fig. 5. Schematic of a Membrane-Aerated Biofilm Reactor (MBfR) system. Gas-permeable membranes provide oxygen to the biofilm, enhancing treatment efficiency and enabling the removal of a wide range of pollutants.
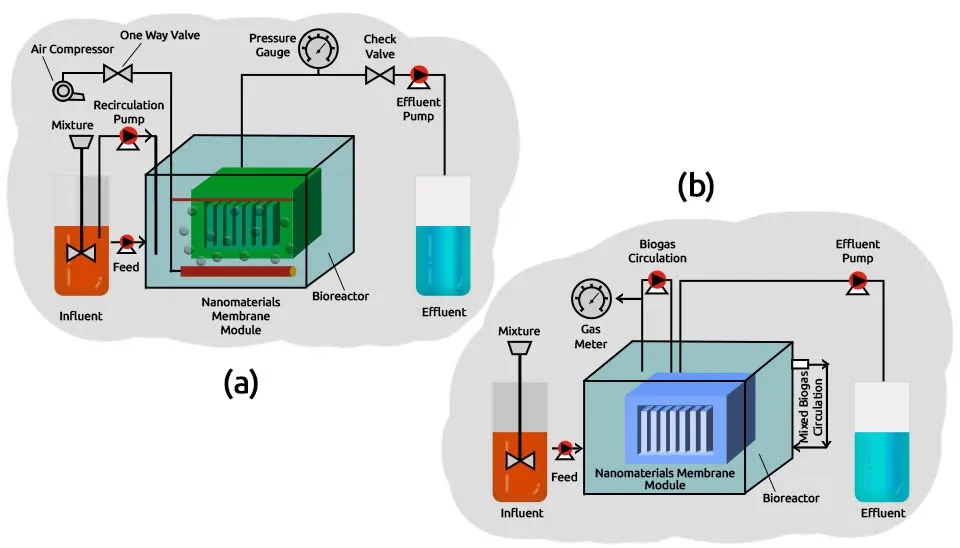
2.4. Nanomaterials Membranes MBR (NMs‐MBR)
The concept of NMs is promising to be a sustainable way to boost the efficiency and membrane features for wastewater treatment using MBR. Traditional membranes are less functional than NM-based membranes considering thermal stability, surface roughness, and hydrophilicity, greater water permeability, fouling, hydraulic stability, and because of their narrow pore size, better selectivity. Different actively utilized kinds of NanoFibers MBR (NFsMBR) include Aerobic Nanomaterials Membrane Bioreactor (ANMs-MBR), Anaerobic Nanomaterials Membrane Bioreactor (AnNMs-MBR) (Fig. 6), and nanoparticles in the treatment of wastewater Nanocrystals, nanotubes, and MBR (NPs, NTs, and MBR) NanoClusters (NCs), NanoWires (NWs), and MBR for NanoSheets (NSs-MBR) (Waite et al., 2005).
Fig. 6. A typical schematic representation of submerged (a) aerobic nanomaterial membrane bioreactor (ANMs-MBR) and (b) Anaerobic nanomaterial membrane bioreactors (AnNMs-MBR)
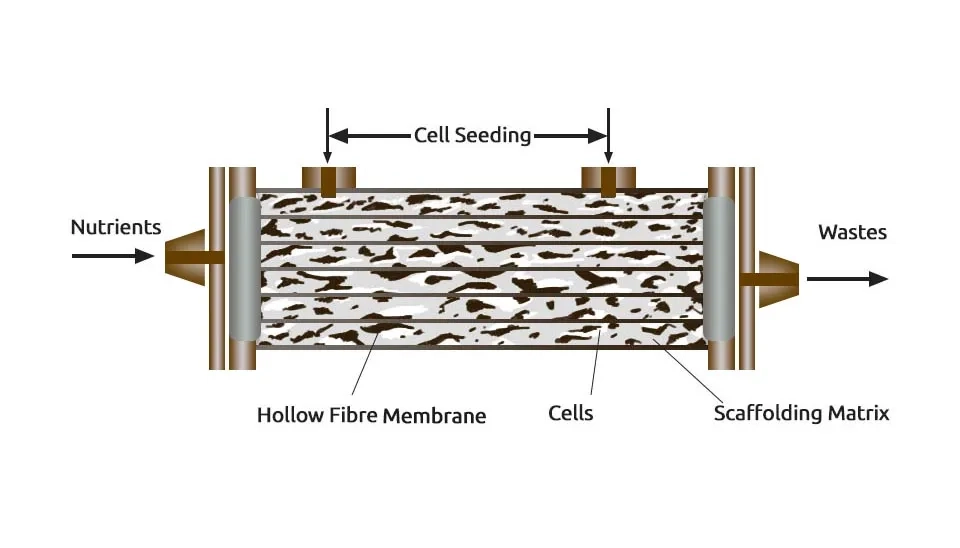
2.5. Hollow Fiber Membrane Bioreactor (HF-MBR)
Hollow Fiber Membrane Bioreactors (HF-MBRs) (Fig. 7) are a particular kind of membrane bioreactors that use Hollow Fiber Membranes to separate pollutants from treated wastewater. HF-MBRs offer many advantages over other membrane modules, such as being resistant to membrane fouling, high filtration performance, and flexible system design. Hollow‐fiber modules usually are 10–20 cm in diameter and of height ranging from 3–5 ft. They are mainly set off with the feed stream on the exterior of the fiber. Inside the membrane, water traverses into the lumen of the fiber. A large number of fibers are set together and are fixed in an epoxy resin at two ends and placed into an outer shell (Togo et al., 2019).
Fig. 7. A schematic diagram of Hollow Fiber Membrane Bioreactor (HF-MBR)
2.6. Multi-Tubular Membrane Bioreactor (MT-MBR)
A Multi-Tubular Membrane Bioreactor consists of a series of vertically arranged tubular membrane modules in which microorganisms are allowed to grow and treat the wastewater. The wastewater is pumped through the tubular membranes, resulting in the separation of purified water from pollutants. This configuration offers advantages such as a high biomass concentration, efficient removal of nutrients, and a compact design. The MT-MBR technology has been vastly studied and applied in various municipal and industrial wastewater treatment plants (Winkler, 2011).
2.7. Flat Sheet Membrane Bioreactor (FS-MBR)
A Flat Sheet Membrane BioReactor (FS-MBR) includes a flat sheet membrane module that is submerged in a tank containing wastewater. The flat sheet membrane, made of materials like polymeric or ceramic substances, has fine pores that allow clean water to pass through while retaining other impurities. This process guarantees advanced levels of wastewater treatment, resulting in high-quality effluent that is acceptable for safe discharge or even reuse. The utilization of flat sheet membranes in MBRs offers some advantages over other membrane configurations. The flat sheet membranes possess a larger filtration surface, which leads to a higher flux rate and enhanced capacity for treatment. They also express better fouling resistance, which results in lowering the frequency of membrane cleaning (Le-Clech et al., 2006). Additionally, the module configuration provides ease of access to each membrane, simplifying maintenance and reducing downtime. Moreover, in comparison with hollow-fiber MBRs, membrane aeration in flat-sheet MBRs is much higher (Krzeminski et al. 2012).
2.8. Submerged Membrane Bioreactor (SM-MBR)
A SubMerged Membrane BioReactor (SM-MBR) is a bioreactor where the membrane module is submerged inside the bioreactor and the permeate is suctioned directly by dead-end filtration. There are two options for the membranes; they could either be placed submerged in the aeration tank or the membrane tank. SM-MBRs supply the air required for biological processes and membrane scouring. Submerged membrane bioreactors are also known as INternal Membrane BioReactors (IN-MBR). A SM-MBR is generally utilized to treat municipal wastewater, and both hollow-fiber membranes (horizontal or vertical) and flat-plate membranes (vertical) might be applied to it (Pombo et al., 2011).
2.9. Side Stream Membrane Bioreactor (SS-MBR)
A sidestream MBR, also known as a Cross-Flow Membrane BioReactor (CF-MBR) or External Membrane Bioreactor (E-MBR) in which the membrane module is installed outside the aeration tank. The mixed liquid is pumped to the membrane module, and then, through the membrane, it is purified by cross-flow filtration. The permeate is discharged and the retentate flows to the aeration tank. Tubular membranes are often used in this configuration (horizontal or vertical). Usually, the external/side stream configuration is used for smaller-scale and higher-strength applications. The prime advantage of the SS-MBR configuration is the prospect of designing the tank and the membrane individually, with practical advantages for the operation and maintenance of the unit (Hrubec, 1995).
2.10. Immersed Membrane Bioreactors (IMBRs)
Immersed Membrane BioReactors (IMBRs) are a specific kind of membrane bioreactor in which two concepts, the suspended growth bioreactor and separation, take place at the same time and as a result, a synergistic effect is generated. The IMBR is built on a filtration system using membranes that are immersed in the biomass; wastewater filtration takes place by applying a vacuum to the interior of the membrane. The membranes can be set in a separate tank or inside the bioreactor. Different kinds of membranes can be used: flat sheet, hollow, or a combination of both (as shown in Fig. 8), and an online backwash mechanism is incorporated that decreases membrane surface fouling. Extra aeration is also needed to provide air scour to lower fouling. Hollow-fiber immersed membrane reactors are mostly utilized for medium- to large-scale plants (Jaibiba et al., 2020).
Fig. 8. Illustration of Membrane Bioreactor (MBR) Process Showing air and water flow, activated sludge, aeration, and permeated water through a membrane filtration system.
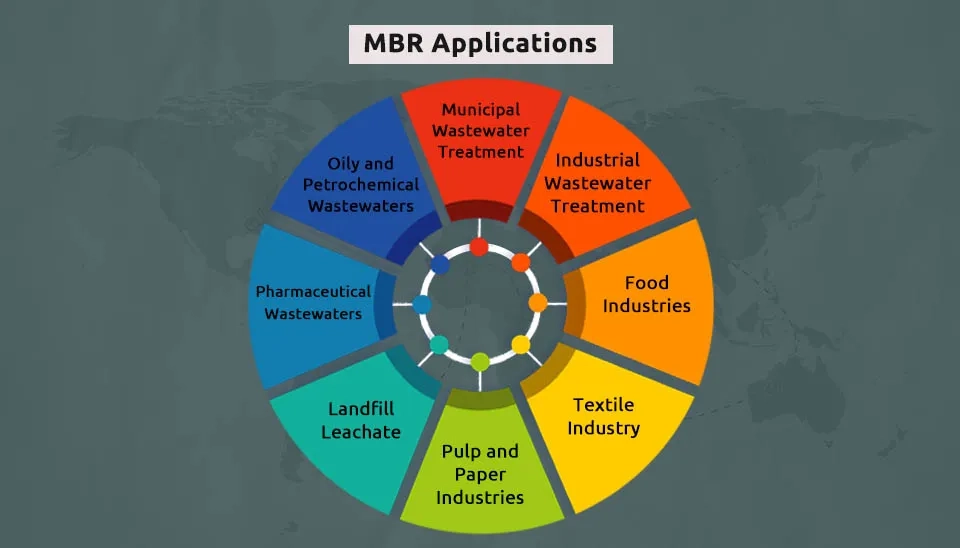
3. MBR Applications
MBRs have always been utilized for modest, decentralized therapeutic applications first. MBRs provide some benefits as a small and low-maintenance procedure in small office buildings, ski resorts, hotels, and trailer parks. In the late 1990s, the size and the number of MBR plants dramatically rose as stakeholders became more familiar with the technology. For instance, the UK's first full-scale MBR plant for the treatment of domestic wastewater was built in Porlock in 1998 and has a capacity of 1.9 megalitres per day (MLD). The variety of capabilities and uses has expanded dramatically since then. By 2006, more than 100 municipal MBR plants were operating in Europe alone, each with a capacity greater than 500 person equivalents. Several thousand MBRs have now been put into operation throughout the world, and some of them (such as those in the Taihu Lake region of China) can currently treat up to 100 MLD. As previously indicated, the current water shortage and stricter regulations are some of the primary motivators for implementing Membrane Bioreactor Technology. Due to its excellent quality, MBR effluent can be used for non-potable purposes (such as irrigation, industrial applications, and dual-distribution systems) in addition to being directly discharged into the environment. Combining MBR with sophisticated water treatment methods like activated carbon, post-ozonation, or reverse osmosis for indirect potable reuse and using effluent for groundwater (aquifer) replenishment or surface water augmentation is a contemporary trend (Judd 2010).
For the remediation of industrial wastewater, which is typically treated with difficulty by conventional treatment techniques, a sizable number of MBR installations have also been documented. MBR has been effectively used to treat high-strength wastewater in a variety of industries, including the food, pharmaceutical, paper and pulp, landfill, textile, and meat industries (Yang et al. 2006). According to Lesjean and Huisjes (2008), 500 MBR units that were in operation and were each treating more than 20 m3/day of industrial wastewater were present in Europe in 2008 and The Membrane Bioreactor Technology coverage is expected to witness further growth over the next decade under the combined effects of the acceleration of plant construction and the capacity increase.
There are different applications for MBR systems, the most significant ones are briefly explained in the following paragraphs:
Fig. 9. A visual representation of the diverse applications of Membrane Bioreactor (MBR) technology in wastewater treatment. MBR systems are employed across various sectors, including municipal wastewater treatment, industrial wastewater treatment, food industries, textile industry, pulp and paper industries, pharmaceutical wastewaters, landfill leachate, and the treatment of oily and petrochemical wastewaters.
3.1. Municipal Wastewater Treatment
The characteristics and quantity of wastewater from the municipality are different from country to country because of many factors such as climate change, socioeconomic conditions, and household infrastructure. MBR technology is widely utilized in municipal wastewater treatment plants worldwide. Municipal wastewater is usually treated to eliminate unwanted pollutants by biodegradation of organic matter to smaller molecules (CO2, NH3, PO4, etc.) in the presence of oxygen (Jain et al., 2013).
Fig. 10. A global perspective on the widespread adoption of Membrane Bioreactor (MBR) technology in urban wastewater treatment plants worldwide. The image showcases various treatment facilities utilizing MBR systems across different regions. Alt Text
3.2. Industrial Wastewater Treatment
There are specific advantages in the treatment of wastewater using MBR in industries, such as:
The concentration of mixed liquor in the reactor is high; this allows wastewater to be treated efficiently at long SRTs and minimizes biomass yield.
There are more possible compact biological reactors.
Non-biodegradable compounds typically will be discharged with the sludge rather than with treated water.
Largely unburdened control of the SRT makes it possible to have the finest control over the microbial population and flexibility in operation.
MBR systems can operate mostly unwatched except for periodic routine performance evaluation and maintenance of mechanical elements(Jain et al., 2013).
3.3. Food Industries
The food industry consists of a large number of sub-categories, such as dairy, fish, livestock, vegetable, and beverage manufacturing sectors. Consequently, the wastewater of each sector is different in quality with high organic loads. Additionally, these kinds of wastewaters accommodate high-added-value compounds (e.g., phenols, carotenoids, pectin, lactose, proteins) that can be extracted. Successful implementation of membrane technology is reported in the treatment of wastewater from fruit juice, potato starch production, seafood industries, and so forth (Radjenovic et al., 2008).
3.4. Textile Industry
The Textile Processing Industry (TPI) is a water-consuming industry, due to the usage of water in different sections, such as the main medium for the application of coloring, finishing agents, and the removal of impurities. The combination of AnMBR and aerobic MBR method is a recent trend in industrial wastewater treatment for energy recovery and will be a practical technique for TPI wastewater treatment. The AnMBR method is utilized for energy recovery followed by the use of aerobic MBR that will fulfill color reduction to produce the outflow for subsequent reuse (Collivignarelli et al., 2018).
Fig. 11. An illustration demonstrating the application of Membrane Bioreactor (MBR) technology in the textile industry. The image shows a textile manufacturing process, followed by a schematic representation of an MBR system treating the generated wastewater.
3.5. Pulp and Paper Industries
Many processes in the pulp and paper industries consume large amounts of water, subsequently and a significant amount of wastewater can be produced. The performance of the current wastewater treatment system in the pulp and paper industry can be leveraged by the implementation of membrane filtration. Typically, MBR systems can remove 82%–99% of COD and roughly 100% of Suspended Solids (SS) at a Hydraulic Retention Time (HRT) of 0.12–2.5 days (Izadi et al., 2018)
3.6. Landfill Leachate
Leachate is a high organic matter and ammonia nitrogen‐ strong wastewater generated because of moisture from waste and rainwater percolation in landfills. The chemical component of the leachate varies based on the age and maturity of the dump site. The amount of organic matter in a young leachate is much higher than in an old or matured one. By using methods such as flocculation, MBR, and RO therapy, leachate contaminants can be successfully reduced (Koc-Jurczyk, 2014).
3.7. Pharmaceutical Wastewaters
The specific characteristics of pharmaceutical wastewater put traditional physicochemical and biological treatment methods in difficulty, which is why special advanced methods are required to be utilized for treatment. MBRs implementing special microorganisms can be a solution to tackle related issues and improve the performance of current pharmaceutical wastewater treatment processes (Peters, 2010).
3.8. Oily and Petrochemical Wastewaters
Oil and petrochemical wastewater are considered one of the most issued sources of contaminants because of their refractory and poisonous characteristics that come from several sources, such as oil refining, crude oil extraction, petrochemical industry, metal manufacturing, and car wash. There is research that shows Membrane Bioreactor Technology can be significantly effective in enhancing the efficiency of the treatment process of oil and petrochemical wastewater. For example, a modified full‐scale platform from chemical demulsification to a UF process followed by an MBR method was utilized to treat oil‐contaminated wastewater and was able to remove 90% COD and full tar, grease, and phenolic (Ahmadian et al., 2009).
4. MBR Operational Issues
MBR systems provide several advantages over conventional systems, however, there are still many obstacles preventing this technology from progressing more quickly and widely.
4.1. Pretreatment and Clogging
According to the overall process design, MBR could be used to treat either primarily settled effluent or raw sewage waters, but in both cases, MBR influent requires proper and efficient pre-screening. Conventional fine screens (around 2 mm gaps) used in the first MBR designs were found to be insufficient to remove efficiently all the materials, which could damage or clog the membrane module. The gradual fouling (or clogging) of the aeration devices, which results in inadequate and uneven aeration (and consequently fluid circulation on the membrane surface), can also cause clogging of the membrane modules. As a result, when penetration proceeds, the activated sludge that has accumulated near the membrane tends to be dewatered. Clogging is typically an unsolvable issue for MBR operators due to its nature, leaving them with no choice but to replace the compromised membrane modules. Regular liquid and/or air flushing as well as careful monitoring of the MLSS concentration (often maintained between 6 and 18 g/L) are strategies used to prevent aerators from becoming clogged (Le- Clech, 2010).
4.2. Fouling and Fouling Control in MBR
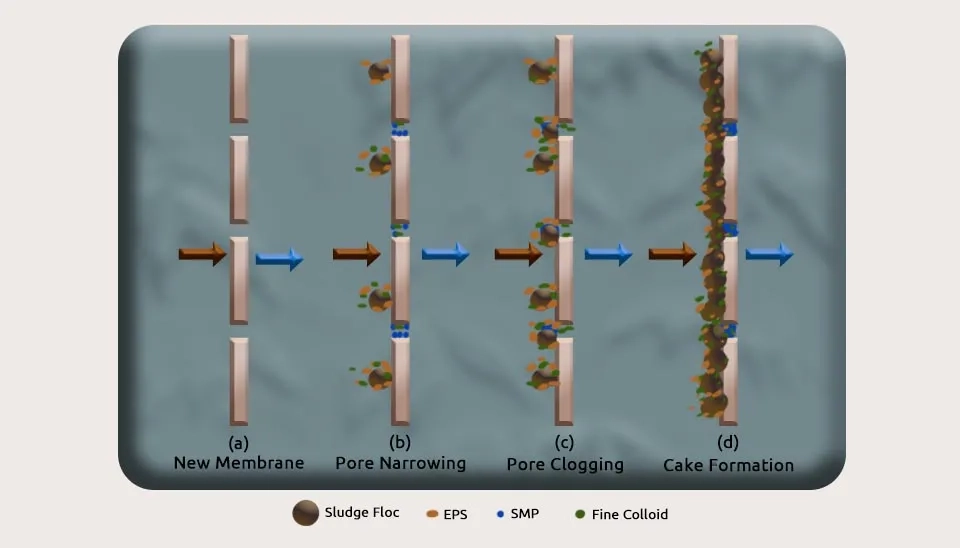
Unwanted material deposition on the membrane surface during filtration is one of the main disadvantages. Cake formation, pore closure, and pore plugging are some of the fouling mechanisms in MBRs (Fig. 10) (Drews, 2010). The most complex fouling mechanism is a three-stage procedure that starts with pore closure and adsorption-based membrane fouling, is followed by a period of gradual ('sustainable') TMP rise, and ends with a TMP jump. Because the foulants are biological, the terms "biofouling," "biocake," and "biofilm" are frequently used interchangeably in MBR applications. Early bacterial adhesion and subsequent bacterial growth on the membrane surface are prerequisites for biofilm development.
Since permeation and fouling rates are inversely proportional, it is typical to run MBRs at relatively modest fluxes to hinder fast and severe fouling. The long-term, full-scale functioning of MBRs does not make the concept of critical flux feasible. Sustainable flux is defined as the flux for which the TMP steadily grows at a logical rate, negating the necessity for cleaning with chemicals. Because of the intricacy and ever-changing nature of interactions between biological chemicals and membranes, predicting MBR hydraulic performances seems to be unfeasible so far.
The effects of the two-phase fluxes flowing on the membrane surface have been widely studied. Air scouring is normally utilized to control fouling in MBRs. Aeration also results in fiber movement in hollow fiber MBRs, which diminishes the amount of material that may be deposited on their surface. Nowadays, it is well acknowledged that after a specific air flow rate is reached, no further substantial fouling limitations are seen. This enables the aeration rate to be optimized for a certain MBR design and set of operational circumstances. The majority of the literature accepts that large bubbles cause considerably more turbulence and hence present a superior alternative for an antifouling method, even though just a few studies have shown that smaller bubbles function better.
There are many membrane cleaning techniques, most of which are proprietary. Although backwashing and relaxing are frequently used to physically clean surfaces, their effectiveness tends to decline during filtering. Chemical cleanings of varying intensities (i.e., using a higher concentration of cleaner) can be done on a weekly to annual basis as irreversible fouling builds up on the surface. The majority of MBR plants employ sodium hypochlorite (NaOCl) as the primary chemical agent to remove organic-based contaminants, with concentrations up to 0.3%. In cases of inorganic fouling, citric acid is typically used.
Even though fouling phenomena reduce hydraulic performances, the recent widespread use of MBR has demonstrated that the technology is sustainable when operating and anti-fouling conditions are properly maintained (Le- Clech, 2010).
Fig. 12. Depiction of the four primary mechanisms of membrane fouling in Membrane Bioreactors (MBRs) (a) New Membrane, (b) Pore Narrowing, (c) Pore Clogging, and (d) Cake Formation. Sludge flocs, extracellular polymeric substances (EPS), soluble microbial products (SMP), and fine colloids contribute to these fouling phenomena.
4.3. Aeration and Oxygen Transfer
In MBR systems, oxygen is needed to keep the current biomass alive and to decompose the biodegradable contaminants and other nitrogen-based compounds, just like in any aerobic treatment process. Two of the key variables affecting the amount of oxygen that can be transported for biological degradation are floc size and concentration. The oxygen transfer rate between the bubble and the solution has a significant impact on how effectively organic pollutants are removed, and the oxygen transfer rate in MBRs is typically represented by the factor (i.e., the rate of oxygen transfer in clean water divided by the rate in mixed liquor).
The degree of MLSS has a detrimental effect on the factor, restricting MBR operation under high SRTs. The exponential association between α and MLSS concentration has been found in the majority of studies (Judd, 2010). While the effect of floc size on oxygen transfer is less clear, smaller floc aggregations are typically found in biological processes, which are frequently associated with higher volumetric removal rates. The MBR flocs suffer a pretty high shear rate, hence on average, they are much smaller than the flocs detected in CASP. Therefore, the change in biomass morphology is a significant benefit of the intensive use of aeration in MBRs.
4.4. Membrane Integrity and Expected Lifetime
A key restriction that MBR systems are encountering is the loss of membrane integrity, which could result in the passage of excessive amounts of biomass to the permeate. Regularly, the origins of membrane failure can be split up into four categories:
Chemical oxidation: Constant and/or extended exposure between membrane and cleaning chemicals can result in degradation and aging of the membrane;
Presence of external bodies: scouring and cleaving of the membrane can be caused by the presence of harsh or sharp-edged substances in the stream;
Defective installation: once under pressure, a wrongly installed membrane module can be crushed and damaged;
Defective membrane/module structure: operating stress and strain occurring in the system because of fiber movement and membrane backwashing can also result in membrane damage.
When a membrane is damaged, disinfection of the product water may be compromised and the defective membrane/module must be replaced quickly. When breakage happens in a submerged hollow-fiber MBR system, steady filtration allows solids and particles to quickly clog the broken fiber. However, if the operating conditions comprise backflushing periods, the solids would be forced out of the fiber during the backwash and the compromised membrane would require to be changed. Consequently, membrane breakage also results in the loss of the backwash effectiveness because its effect dissipates through the broken fiber. Although a vastly utilized process, MBR technology has not yet gained the maturity that allows the precise prediction of the membrane lifetime. A change of the membrane module is normally needed when cleaning with chemicals cannot turn back the system to sustainable operation or when the quality of the permeate is constantly under expectation. Membrane lifetime considerably varies from one plant to another and relies on the kind of membrane utilized, the applied operating conditions, the features of the feed water, and the cleaning frequency. Membrane and MBR supplier companies offer particular lifetime guarantees altering between 3 and 8 years (Le- Clech, 2010).
4.5. Energy Consumption and Cost Considerations
Although the expense of membrane modules keeps decreasing, the capital investment required for an MBR plan remains higher than that of a conventional treatment plant. On the other hand, because of high energy consumption, the Membrane Bioreactor Technology has more costly maintenance and operation, compared to conventional technologies. Due to the increased cost of aeration, more efficient optimization of the aeration (system and flow rate) is still needed, and intermittent aeration, stacking of membrane, and better design of module geometry have been proposed to improve fouling control (Kraume et al., 2010). Typical cleanings with chemicals and other antifouling strategies such as operation at low flux, membrane relaxation, and backwashing also contribute to the overall operation and maintenance costs.
This is generally counterbalanced by the utilization of larger membrane areas, which inevitably results in higher capital and maintenance expenses. Other parameters involved in the total cost of MBR operation include (but are not restricted to) plant capacity, membrane technology used, and features of the feed water (including temperature and peaking factors). The energy demand for large plants is reported to range between 0.8 and 1 kWh/m3 of produced water (Fenu et al. 2010). Given the relative membrane lifespan, the cost considerations for MBRs must also include the substitution of the membrane modules when their performance is not sustainable anymore. In conclusion, being energy-intensive remains a possible flaw for MBR for its future development.
4.6. Sludge Production and Management
In the treatment procedure of wastewater, biological wastewater treatment processes such as MBR produce a significant amount of sludge that requires costly management (Cheng et al., 2017). Sludge management expenses represent almost 60% of the cumulative operational cost of a wastewater plant (Torregrossa et al., 2012). Some researchers suggest some alternatives to reduce and manage the produced sludge. One option, for example, is the Oxic-Settling-Anoxic (OSA) process, where sludge is transferred between reactors and maintains different redox conditions. In the OSA process, sludge is kept for a temporary period in side-stream reactors while the amount of oxygen and substrate is low, and then it is recirculated to the main reactor for the reduction of biosolids (Fida et al., 2020).
4.7. Chemical Cleaning and Maintenance
There are three types of chemical cleaning for MBR systems: Chemically Enhanced Backwashing (CEB), maintenance cleaning, and recovery cleaning. For best performance of filtration in the membrane system, it is recommended to do Chemically Enhanced Backwashing three times a week, in addition to the monthly maintenance cleaning. In both of these two methods, chemicals are injected into the membrane module from the side of the suction pump. Chemical cleaning is indispensable in the application of the membrane process. Strong acids, caustic, and hypochlorite are usually used in chemical cleaning (Regula et al., 2014). Membrane aging resulting from chemical cleaning compromises the membrane system and shortens the life span of the membrane (Li et al., 2021). Membrane aging usually begins with the degradation of hydrophilic additives, such as polyvinyl pyrrolidone, and then proceeds to corrode the membrane material (Abdullah et al., 2013)
4.8. Monitoring and Control Systems for MBR Operation
The monitoring-control system quantifies the key performance indexes, such as TransMembrane Pressure (TMP), temperature, dissolved oxygen, pH, and MLSS, and enables MBR automation and optimization (Frontistis et al., 2023). On the other hand, membrane-fouling control and energy efficiency are the main issues in MBR operation. Air scouring, together with relaxation (or backwash), is used to agitate and loosen the accumulated solids from the surfaces of membranes. MBR operation is usually time-based, with constant aeration and fixed filtration sequences (cycles), which are generally proposed by the membrane suppliers or selected according to the operator’s experience. Chemical cleaning is carried out on a specific schedule or depending on the TMP setpoint; this type of operation frequently results in suboptimal performance under dynamic conditions due to the use of fixed filtration strategies and setpoints. Given the constant variation in the biomass and the temporal development of the fouling layer on a membrane surface, for any MBR system, a predetermined operating mode is likely to be sub-optimal at least some of the time (Judd 2010). The control methods currently utilized in MBR processes are too simple and restricted because they lack the flexibility to cope with different operational situations and ignore the prospects for optimization and energy efficiency. In recent years, several control strategies have been modified by membrane suppliers, but the control systems of MBR are still challenging (Ferrero et al., 2012).
4.9. Influence of Influent Characteristics on MBR Performance
Operating the MBR process with low organic loading rates appears to produce a retentate with more favourable characteristics concerning dewatering, filterability, and sludge production compared to high loading rates. Lower membrane fouling rates are also observed, i.e., less frequent cleaning is required. The differences in dewatering and filtering characteristics and fouling rates may be attributed to higher concentrations of soluble organic matter, a higher relative number of submicron particles, and an undesirable floc structure with a higher number of filaments found in the high-rate retentate compared to low-rate operation. The retentate characteristics for the low-rate condition also are more favourable for further sludge treatment, i.e., easier and less expensive to process (Ivanovic et al., 2006).
4.10. Seasonal Variations and Their Impact on MBR Operation
Present research and engineering operational experience in the MBR area illustrate that membrane fouling is highly affected by the temperature of the liquid under filtration. The performance of membrane filtration through the winter season is of certain distress. Consequently, it is vital to study the influence of temperature on membrane fouling and the related mechanisms. Several researchers reported that drastic membrane fouling can happen under low-temperature situations (in winter for example) in MBRs. This occurrence was generally attributed to the dependence of the constitutions and concentrations of foulants in the mixed liquor upon temperature. As a result, fouling behavior differs in the MBRs at varied temperatures and that is vividly challenging for MBR operation and management (Sun et al., 2014).
5. Conclusion
Membrane Bioreactor Technology is a reliable and revenue-generating option that is favoured over other waste management methods due to its many benefits. Future MBR research is likely to concentrate on lowering energy requirements and membrane fouling during operation. More and more innovative MBR structures have been put out for real-world use in environmental engineering. MBR performed well in terms of high organic removal, and in the near future, it would be a desirable alternative for water reuse and recycling. It is necessary to address design difficulties for concurrent wastewater treatment and value creation in the other integrated MBR development. Finding the best MBR technology for a specific area can be done by choosing from a variety of alternatives. The integrated MBR's alluring benefits and intriguing engineering features have a great deal of potential to be crucial in wastewater treatment for sustainable development. The ongoing work in academia and business will help an integrated MBR for wastewater treatment and value creation to emerge.





Comments
No comments yet
Be the first to comment
Share your thoughts and start the conversation.